Najkrócej o lutowaniu, chemii i tym, co naprawdę ma znaczenie
- Najważniejsze jest połączenie trzech rzeczy: czystej powierzchni, właściwej temperatury i dobrej chemii aktywującej.
- W elektronice najczęściej sprawdzają się warianty no-clean albo delikatne odmiany kalafoniowe, bo zostawiają mniej problematycznych pozostałości.
- Chemie wodnorozpuszczalne są skuteczne, ale zwykle wymagają dokładnego mycia po lutowaniu.
- Przy stopach bezołowiowych potrzeba zwykle nieco większej aktywacji i wyższej temperatury niż przy klasycznym SnPb.
- W instalacjach narażonych na drgania, wilgoć i pracę w polu często lepiej wypada złącze zaciskane niż ręcznie lutowany styk.
Do czego służy ten środek i kiedy naprawdę go potrzebujesz
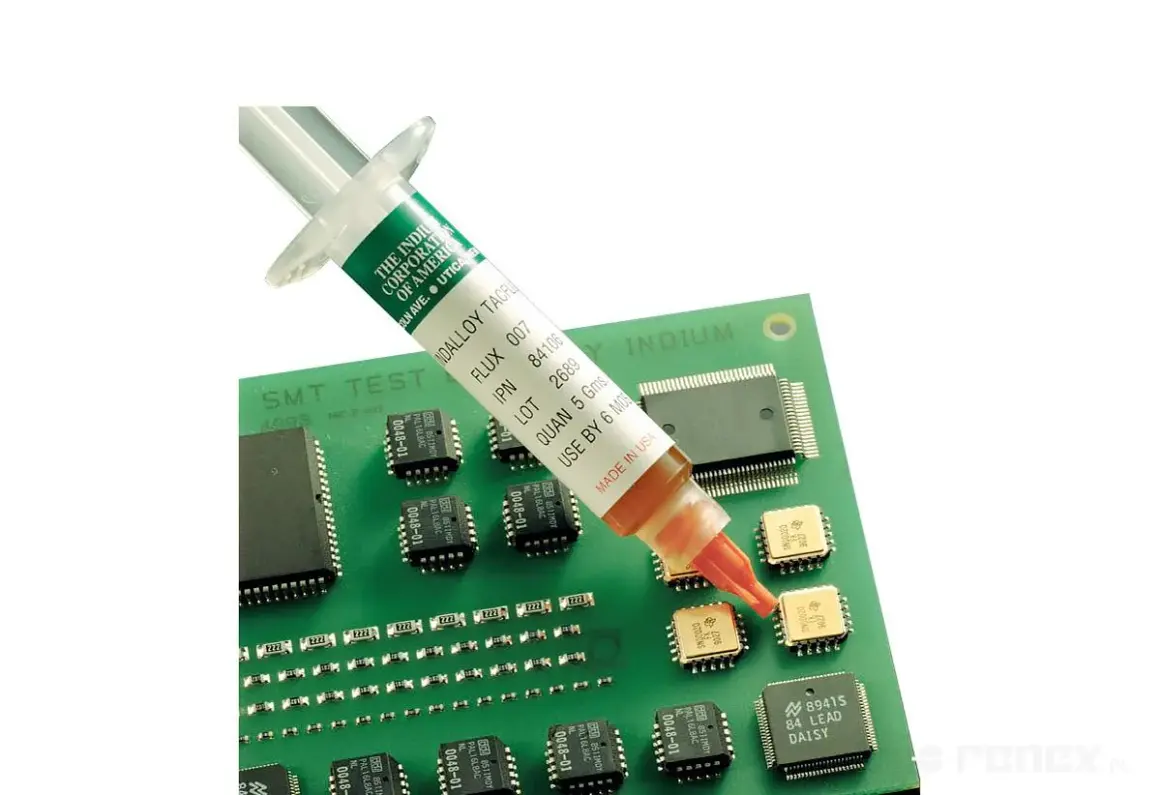
W lutowaniu nie chodzi tylko o stopienie spoiwa. Metalowe powierzchnie bardzo szybko pokrywają się tlenkami, a właśnie one utrudniają zwilżanie, czyli prawidłowe „rozlanie” cyny po padzie, przewodzie albo końcówce elementu. Dobrze dobrana chemia aktywuje powierzchnię, ogranicza ponowne utlenianie podczas grzania i pomaga uzyskać spooinę, która wygląda równo oraz ma stabilny kontakt elektryczny.
Nie traktuję tej chemii jak magicznego ratunku. Jeśli powierzchnia jest brudna, przewód jest źle odizolowany albo grot ma złą temperaturę, efekt nadal będzie przeciętny. Najlepsze rezultaty daje zawsze przygotowanie mechaniczne i termiczne, a dopiero potem wsparcie chemiczne. To ważne zwłaszcza w elektronice, gdzie mała zmiana temperatury albo zbyt długie grzanie potrafią uszkodzić pad, laminat lub sąsiedni element. Od tego punktu naturalnie przechodzimy do tego, jakie odmiany są faktycznie używane w praktyce.
Jakie rodzaje spotkasz w elektronice
W branży elektronicznej chemie lutownicze klasyfikuje się według składu i aktywności. W praktyce najczęściej spotkasz odmiany oparte na kalafonii, resin, formulacje organiczne, a także wersje no-clean i wodnorozpuszczalne. W klasyfikacji IPC J-STD-004 spotyka się też oznaczenia aktywności od L do H oraz warianty o różnej zawartości halogenków; w elektronice najpopularniejsze są dziś wersje niskoresztkowe i niskohalogenowe.
| Rodzaj | Gdzie ma sens | Pozostałości po lutowaniu | Czy trzeba czyścić |
|---|---|---|---|
| Kalafoniowy / rosin-based | Ręczne lutowanie PCB, drobne naprawy, przewody miedziane | Zwykle umiarkowane, często lepkawe lub bursztynowe | Często warto, szczególnie gdy liczy się estetyka lub niezawodność |
| No-clean | Elektronika użytkowa, rework, płytki z gęstym upakowaniem | Niskie, zaprojektowane tak, by nie przeszkadzały w pracy układu | Nie zawsze, ale „nie trzeba” nie znaczy „nie ma resztek” |
| Wodnorozpuszczalny / OA | Procesy produkcyjne, gdy potrzebna jest mocniejsza aktywacja | Aktywne i potencjalnie korozyjne, jeśli zostaną na płytce | Tak, i to dokładnie |
| Aktywny, nieorganiczny | Specjalne zastosowania techniczne, nie typowa elektronika precyzyjna | Najbardziej agresywne | Zazwyczaj tak, połączenie trzeba kontrolować bardzo starannie |
Praktyczna zasada jest prosta: im bardziej delikatny układ i im większa gęstość montażu, tym częściej wybiera się wersję niskoresztkową. Jeśli chemia ma poważniej aktywować powierzchnię, rośnie też znaczenie mycia i kontroli pozostałości. Halogenków poniżej 0,05% masy części niewyparowującej zwykle nie traktuje się już jako problematycznych dla wielu zastosowań elektronicznych, ale to nadal nie zwalnia z patrzenia na konkretne wymagania układu. Z tego wynika najważniejsze pytanie: który wariant dobrać do konkretnego zadania.
Jak dobrać właściwy wariant do zadania
Ja zwykle zaczynam od odpowiedzi na trzy pytania: co lutuję, jak duża jest masa termiczna elementu i czy połączenie będzie pracowało w czystym, kontrolowanym środowisku, czy w terenie. Inaczej dobiera się środek do reworku małej płytki sterującej, a inaczej do przewodu zasilającego, złącza czy naprawy elementu w instalacji narażonej na wilgoć. W praktyce bardzo dużo zależy też od stopu: bezołowiowe stopy typu SAC zwykle zwilżają wolniej niż klasyczny SnPb, więc wymagają skuteczniejszej aktywacji.
| Zadanie | Najlepszy kierunek wyboru | Na co uważać |
|---|---|---|
| Naprawa SMD i drobny rework | Żel lub pen no-clean | Łatwo dać za dużo, co podnosi ryzyko mostków lutowniczych |
| Ręczne lutowanie przewodów i końcówek | Kalafoniowy lub cored wire z odpowiednią aktywnością | Przewód trzeba dobrze oczyścić i unieruchomić |
| Bezołowiowe PCB z większą masą miedzi | Wariant o mocniejszej aktywacji i dobrej stabilności termicznej | Potrzebna bywa wyższa temperatura robocza oraz lepszy grot |
| Produkcja lub selektywne lutowanie | Środek dobrany do procesu, zwykle niskoresztkowy i stabilny | Tu liczy się powtarzalność, nie „siła” w oderwaniu od procesu |
Jeśli chodzi o temperaturę, jako punkt startowy przy ręcznym lutowaniu często sprawdza się około 300-350°C dla stopów ołowiowych i 340-380°C dla bezołowiowych, ale nie traktuję tych wartości jako dogmatu. Dużo zależy od wydajności stacji, wielkości grotu i tego, czy lutujesz mały pad, czy masywne złącze przy przewodzie zasilającym. Gdy dobór jest już sensowny, zostaje sama technika, a ona ma równie duże znaczenie jak skład chemii.
Jak lutować z nim poprawnie krok po kroku
Przy dobrym lutowaniu liczy się rytm pracy, nie pośpiech. Najpierw przygotowuję powierzchnię, potem nakładam minimalną ilość chemii, a dopiero na końcu podaję spoiwo. Dzięki temu nie zalewam miejsca lutowania nadmiarem pozostałości i nie walczę z nimi po fakcie.
- Oczyszczam miejsce z tlenków i zabrudzeń. Przy przewodach to zwykle szybkie odizolowanie i odtłuszczenie, przy PCB także sprawdzenie, czy pad nie jest uszkodzony.
- Nakładam niewielką ilość środka tylko tam, gdzie będzie lut.
- Przykładam grot tak, by ogrzać jednocześnie pad i przewód albo pad i wyprowadzenie elementu.
- Podaję cynę do rozgrzanego połączenia, nie do samego grotu.
- Usuwam grot i nie ruszam połączenia do pełnego zastygnięcia.
- Oceniając spoinę, szukam gładkiej powierzchni, dobrego zwilżenia i braku nadmiaru kulek czy mostków.
Przy dużych polach miedzianych albo grubych przewodach lepiej skrócić czas kontaktu, ale zwiększyć jakość transferu ciepła. Zbyt długie grzanie jest gorsze niż krótkie, dobrze prowadzone lutowanie, bo potrafi przypalić aktywator, uszkodzić laminat i zostawić brudny, trudny do oceny ślad. To prowadzi do kolejnego tematu: błędów, które psują spoinę szybciej, niż wielu początkujących się spodziewa.
Błędy, które psują spoinę szybciej niż zła cyna
W praktyce najczęściej nie zawodzi sam stop lutowniczy, tylko sposób użycia chemii i temperatury. Widzę to szczególnie przy naprawach amatorskich, gdzie ktoś nakłada dużo środka, bo liczy na lepszy efekt, a później ma problem z mostkami, osadami albo słabą jakością połączenia. Najgorsze jest to, że błąd bywa niewidoczny od razu, a ujawnia się dopiero po czasie.
- Za dużo środka - nadmiar utrudnia kontrolę spoiny i podnosi ryzyko pozostałości w miejscach trudno dostępnych.
- Za niska temperatura - spoiwo nie zwilża poprawnie i tworzy tzw. zimny lut.
- Za wysoka temperatura - aktywator się przypala, a resztki stają się trudniejsze do usunięcia.
- Brudna powierzchnia - chemia pomaga, ale nie zastępuje mechanicznego przygotowania metalu.
- Brak unieruchomienia elementu - poruszony styk w trakcie stygnięcia traci jakość i może pęknąć mikroskopijnie.
- Zbyt duże zaufanie do „no-clean” - to nie jest licencja na ignorowanie resztek, tylko założenie, że są one bezpieczne w konkretnych warunkach.
Jeżeli połączenie ma później pracować w miejscu narażonym na drgania, wstrząsy albo cykle temperatur, liczy się również mechanika. Sama spoina nie powinna przejmować całego obciążenia przewodu, bo w dłuższym czasie to właśnie naprężenia mechaniczne najczęściej wygrywają z elektryką. Z błędów technicznych płynnie przechodzimy do bezpieczeństwa i czyszczenia, bo to temat, który wiele osób nadal bagatelizuje.
Bezpieczeństwo i czyszczenie po lutowaniu
Wiele chemii lutowniczych wydziela opary, które nie są obojętne dla dróg oddechowych. Przy dłuższej pracy wolę mieć lokalny odciąg albo przynajmniej sensowną wentylację, niż liczyć na to, że „zapach zniknie sam”. Opary z kalafonii i podobnych mieszanek potrafią podrażniać, a przy regularnej ekspozycji zwiększają ryzyko problemów oddechowych - dlatego w warsztacie lepiej traktować je serio, nawet jeśli lutowanie trwa tylko kilkanaście minut.
Drugie nieporozumienie dotyczy czyszczenia. No-clean nie oznacza, że po lutowaniu nic nie zostaje. Oznacza raczej, że pozostałość została zaprojektowana tak, by nie szkodziła typowej elektronice w normalnych warunkach pracy. Jeśli jednak używam bardziej aktywnych mieszanek, zwłaszcza wodnorozpuszczalnych, czyszczenie staje się obowiązkowe. W takim przypadku samo przetarcie płytki to za mało - potrzebne jest porządne usunięcie resztek, a nie tylko ich rozsmarowanie.
- Do lekkich pozostałości kalafonii zwykle wystarcza izopropanol i miękka szczoteczka.
- Przy chemiach aktywnych lub wodnorozpuszczalnych lepiej użyć mycia wodą dejonizowaną lub procesu zalecanego przez producenta.
- Po czyszczeniu trzeba dać płytce czas na pełne odparowanie wilgoci.
- W miejscach krytycznych warto obejrzeć spoinę pod lupą, bo osad lub mikrokrople potrafią zdradzić problem wcześniej niż pomiar elektryczny.
To wszystko ma jeszcze większe znaczenie tam, gdzie połączenie nie siedzi w zamkniętej obudowie laboratoryjnej, tylko pracuje w realnym środowisku instalacyjnym. I tu dochodzimy do miejsca, w którym elektryka spotyka się z energetyką i fotowoltaiką.
W instalacjach elektrycznych i fotowoltaice liczy się nie tylko przewodność
W rozdzielnicach, puszkach, szafach sterowniczych i instalacjach PV patrzę nie tylko na rezystancję połączenia, ale też na to, jak ono zachowa się po roku, trzech latach i po kilku sezonach zmian temperatury. W takich miejscach ręcznie lutowany styk rzadko jest najlepszym pierwszym wyborem, bo liczy się również odporność mechaniczna, szczelność i powtarzalność serwisowa. W kablach, które pracują, drgają albo są narażone na wilgoć, zwykle lepiej sprawdza się poprawny zacisk niż sam lut.
To szczególnie ważne w instalacjach fotowoltaicznych, gdzie połączenia są wystawione na słońce, mróz, deszcz i cykliczne rozszerzanie materiału. Jeśli lutuję elektronikę sterującą falownikiem, czujnikiem albo modułem pomiarowym, wybieram inne podejście niż przy prowadzeniu przewodu w terenie. Ja traktuję to bardzo praktycznie: tam, gdzie potrzebna jest precyzja na PCB, chemia lutownicza ma sens; tam, gdzie potrzebna jest odporność na warunki pracy, często wygrywa połączenie mechaniczne zaprojektowane do takiego zadania.
Właśnie dlatego w energetyce i fotowoltaice nie opłaca się patrzeć wyłącznie na to, czy spoina wygląda ładnie. Znacznie ważniejsze jest, czy połączenie pozostanie stabilne po sezonie grzania, chłodzenia i zawilgocenia. To najlepszy moment, żeby zebrać najważniejsze wnioski i zostawić sobie prostą zasadę na kolejną naprawę.
Co zabieram z tego tematu do kolejnej naprawy
- Dobieram chemii nie „najmocniejszej”, tylko najlepiej dopasowaną do zadania.
- Nie zakładam, że no-clean zwalnia mnie z kontroli pozostałości.
- Przy bezołowiowych stopach i większej masie termicznej daję więcej uwagi temperaturze oraz jakości grotu.
- W instalacjach terenowych i PV pamiętam, że elektryka nie kończy się na przewodności, tylko obejmuje też trwałość mechaniczną i odporność środowiskową.
- Jeśli połączenie wygląda dobrze, ale powierzchnia była źle przygotowana, źle dobrany topnik nie naprawi problemu.
W praktyce najlepsze lutowanie nie jest efektowne. Jest powtarzalne, czyste i przewidywalne po czasie. Jeśli trzymasz się tej zasady, łatwiej unikniesz poprawiania błędów po kilku tygodniach, gdy połączenie zacznie pracować w prawdziwych warunkach, a nie tylko na stole warsztatowym.